














Machine vision is defined by the Machine Vision Branch of the Association of Manufacturing Engineers and the Automation Vision Branch of the Robot Industry Association of the United States as "Machine vision automatically receives and processes images of a real object through optical devices and non-contact sensors to obtain the required information or devices used to control the motion of the robot".
In modern industrial automation production, it involves a variety of inspection, production monitoring and parts recognition applications, such as dimension inspection of batch processing of spare parts, integrity inspection of automatic assembly, automatic positioning of components in electronic assembly line, character recognition on IC, etc. Usually the human eye can not complete these tasks with high repeatability and intelligence continuously and steadily, and other physical quantity sensors are also difficult to use.
So people begin to consider using photoelectric imaging system to collect the image of the controlled object, and then digitize it by computer or special image processing module. According to the information of pixel distribution, brightness and color of the image, size, shape, color and so on can be distinguished. In this way, it combines the rapidity and repeatability of the computer with the highly intelligent and abstract ability of the human visual system, which gives rise to the concept of machine vision.
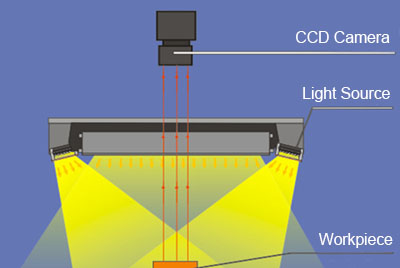
Schematic diagram of machine vision system
A successful machine vision system is a system that meets a series of specific requirements through careful engineering processing. When these requirements are fully determined, the system is designed and built to meet these precise requirements.
The advantages of machine vision include the following:
1. High accuracy
As an accurate measuring instrument, a well-designed visual system can measure one or more components in space. Because this measurement does not require contact, there is no wear and tear on the fragile parts.
2. Continuity
Visual system can protect people from fatigue. Because there is no manual identification with the naked eye, there is no artificial error caused by the operation. Multiple systems can be set to run independently.
3. Cost efficiency
As the price of computer processors drops sharply, the cost efficiency of machine vision system becomes higher and higher. In Europe and the United States, a $10,000 visual system can easily replace three manual detectors, each of whom requires $20,000 a year in wages. In China, the more exaggerated application is a machine vision equipment, which can replace hundreds of thousands of people to test and measure. In addition, the operation and maintenance cost of the visual system is very low.
4. Flexibility
The visual system can perform various measurements. When the application changes, only the software needs to be changed or upgraded to meet the new requirements.
Machine vision systems have better adaptability than optical or machine sensors. They enable automation machines to be diverse, flexible and reconfigurable. When it comes to changing the production process, for machine vision, "tool replacement" is just software transformation, not expensive hardware replacement. When the production line is reorganized, the visual system can often be reused.
Product recommendation






TECHNICAL SOLUTION
MORE+You may also be interested in the following information




FREE CONSULTING SERVICE
Let’s help you to find the right solution for your project!

 ASK POMEAS
ASK POMEAS  PRICE INQUIRY
PRICE INQUIRY  REQUEST DEMO/TEST
REQUEST DEMO/TEST  FREE TRIAL UNIT
FREE TRIAL UNIT  ACCURATE SELECTION
ACCURATE SELECTION - APPICATION CASE
- RESOURCE CENTER
- DOWNLOAD CENTER
SOLUTIONS SUPPORT
- ZOOM LENS SELECTION TOOL
- TELECENTRIC LENS SELECTION TOOL
- FA LENS SELECTION TOOL
- ZOOM RATIO TABLE
- CERTIFIED MODEL
SELECTION TOOL
- WHY POMEAS
- FAQ
- PRIVACY POLICY
- TERMS OF USE
- DELIVERY & RETURN POLICY
CUSTOMER CARE
 ADDRESS
ADDRESS
Add.:No.68, Chongwei Road, Baizhoubian, East district, Dongguan, China, 523000
CONTACT
 Tel:+ 86-0769-2266 0867
Tel:+ 86-0769-2266 0867
 Fax:+ 86-0769-2266 0867
Fax:+ 86-0769-2266 0867
 E-mail:marketing@pomeas.com
E-mail:marketing@pomeas.com

Wechat QR code
Software Copyright :2021SR0176001 抄袭必究, 技术支持:誉新源科技